
















O parte foarte importantă a procesului de finisare este uscarea materialelor. Despre uscarea lor în mediu ambiant am vorbit deja. În fabricile mari însă (și nu numai) există instalații pentru uscarea forțată a materialelor de finisare, numite generic uscătoare. Cu ajutorul lor timpul de uscare este redus și astfel crește productivitatea. De obicei sunt inserate în cadrul liniilor de finisare, urmând mersul firesc al fluxului tehnologic, dar pot fi și separate pentru piese finisate manual sau pentru a deservi mai multe linii de finisare. Câte ceva despre aceste uscătoare în materialul urmator.
Dar mai întâi vreau să vă spun că, în funcție de modul cum are loc formarea peliculei, uscarea este de 3 feluri:
- Uscare fizică – produsele se usucă ca urmare a evaporării solventului. După uscare, aceste materiale pot fi din nou dizolvate în același solvent (proces reversibil). Timpul pentru uscarea fizică poate fi sensibil diminuat prin creșterea temperaturii. Este cazul produselor nitrocelulozice
- Uscare chimică – uscarea materialelor în două componente. În realitate este vorba de reacția chimică dintre cele 2 componente lichide care duc la apariția unui al treilea produs, pelicula de lac, care este solidă. Este modul de uscare al produselor poliuretanice, poliesterice, poliacrilice. Tot uscare chimică se poate considera și uscarea unor produse monocomponente cum este cazul produselor hidrodiluabile (dispersii acrilice). În acest caz reacția chimică se declansează când moleculele se apropie foarte mult în urma evaporării apei. Spre deosebire de lacul nitrocelulozic, în acest caz procesul este ireversibil, adică pelicula nu devine lichida dacă se adaugă apă.
- Uscarea oxidativă – este modul în care se face uscarea și întărirea rășinilor alchidice sintetice. În acest caz uscarea este rezultatul evaporării solvenților și a unei reacții dintre rășină și oxigenul din aer. Este tipul de uscare care nu este foarte influențat de creșterea temperaturii.
Să revenim la uscatoarele folosite în industrie. Cele mai întâlnite sunt:
Uscătoarele convecționale. Un astfel de uscător are 3 porțiuni distincte: spațiul de dezaerare, spațiul de uscare propriu-zisă și spațiul de răcire. Zona de dezaerare este imediat după aplicarea materialului de finisare și este necesară pentru ca pelicula de lac să se așeze cât mai bine. Temparatura în această zonă este apropiată de temperatura ambiantă. În zona de uscare temperatura crește până la 45-50 grd.C Aici are loc uscarea îi intarirea peliculei. În zona de răcire obiectele sunt aduse la temperatura ambiantă înainte de a fi scoase din uscător. Răcirea obiectelor este foarte importantă, deoarece majoritatea acoperirilor sunt termoplastice, ceea ce înseamnă că la temperaturi înalte sunt moi. Schimbul de aer în zona de răcire trebuie să fie intens.
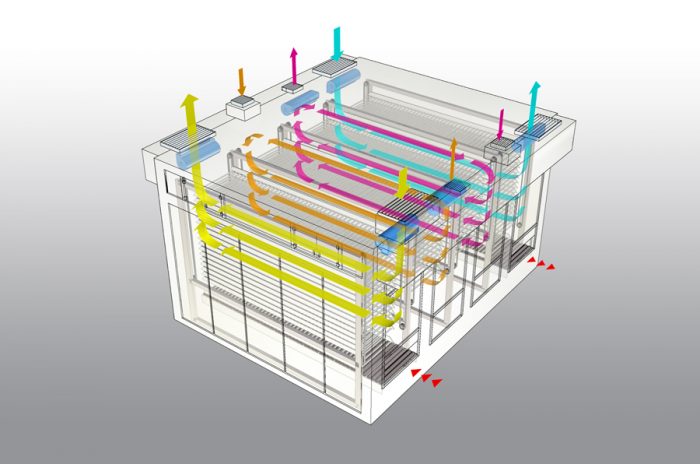
sursa foto: ceflafinishing.com
Aceste uscătoare sunt cel mai mult folosite și ele pot fi construite pe verticală sau pe orizontală. Materialele se deplaseaza în interiorul lor cu ajutorul platanelor care se ridică și coboară, în cazul uscătoarelor verticale, sau al benzilor transportoare sau a catenelor (lanțurilor) în cazul celor orizontale. Viteza de deplasare este astfel calculată încât la ieșirea din tunel materialele să fie uscate.

sursa foto: infragasnova.com
Uscatoare cu radiație infraroșie IR. În astfel de uscatoare este folosită puterea de încălzire a radiației IR. Radiația electromagnetică cu lungimea de undă de 0,76 µm – 1 mm este numită infraroșu. În funcție de lungimea de undă a radiației pot fi uscătoare IRS (radiație IR scurtă), uscatoare IRM (radiație medie) și uscătoare IRL (radiație lungă). Uscătoarele IR sunt de multe ori combinate cu uscătoarele convecționale.

sursa foto: directindustry.com
Uscatoarele IR sunt mai economice decât cele convecționale în ceea ce privește consumul energetic.
Uscătoare cu radiație ultravioletă UV. În aceste uscătoare materialul este întărit cu ajutorul radiației UV. Sunt folosite lacuri și vopsele special formulate pentru acest tip de uscare (acrilice, poliesterice, combinate). Întărirea are loc foarte rapid (5-15 sec).
Sunt folosite doua tipuri de surse de radiație: lămpi cu galiu (Ga) și lămpi cu mercur (Hg). Lâmpile cu galiu au o lungime de undă mai mare de 420 nm și o durată de aproximativ 2000 de ore de funcționare. Sunt folosite pentru a întări lacurile pigmentate și de multe ori, sunt combinate cu lămpile cu mercur. Lămpile cu mercur au lungimea de undă de 200-380 nm și o durată de aproximativ 3000 de ore. Sunt folosite pentru întărirea lacurilor transparente. Lămpile UV trebuie controlate în mod regulat pentru că în timp puterea lor scade. Consumul energetic este semnificativ mai mic decât în cazul uscării convecționale.

sursa foto: uptownfloors.com
La uscare în UV solventul trebuie eliminat până ce produsul intră sub lampă. Urmele de solvent rămase fac pelicula opalescentă. De aceea, înaintea lămpilor, există un tunel de uscare convecțional sau cu IR care ajută la eliminarea solventului. Lungimea acestui tunel depinde de cât de repede se poate elimina solventul. Pentru uscarea produselor hidrodiluabile tunelul este mai lung. Tunelul poate lipsi numai în cazul produselor care se aplică cu valțul și au corp 100%.
La finisarea pigmentată se pot folosi produse dual-cure, adică produse care au o uscare combinată UV+uscare chimică. Astfel de produse se amestecă cu întăritori iar în momentul în care trec prin dreptul lămpilor uscarea are loc superficial, dar nu și în profunzimea stratului. Procesul de intărire a peliculei este continuat si după ce obiectele ies de sub lampi datorită catalizatorului adăugat. Este nevoie de acest lucru pentru că, din cauza pigmentului, radiația UV nu poate străbate pelicula pentru a o întări instantaneu. Și atunci de ce nu se folosește uscarea normală, fără să ne mai complicăm și cu UV? Uscarea superficială instantanee la trecerea prin dreptul lămpilor face ca pelicula sa nu mai prindă praful din atmosferă atunci când este pusă pe rastel pentru uscarea totală, calitatea peliculei crescând astfel (mai ales în cazul peliculelor lucioase).

sursa foto: mpsmachine.co.uk
Timpul de uscare este un element foarte important în tehnologia de lucru, precum și în economia procesului de productie, mai ales atunci când este vorba de volume mari de produse identice. Un uscător scurtează mult timpul crescând productivitatea. Dacă însă domeniul vostru de activitate înseamnă produse artistice, unicate, produse cu multă manopera care adaugă plusvaloare, un uscator performant nu este cea mai bună investiție.









Adaugă comentariul