















Problemele apărute la incleierea lemnului nu sunt neapărat din vina adezivului. Sunt mulți alți factori care trebuie luați în considerare, printre care temperatura de depozitare și cea din hala de lucru, pregătirea suportului lemnos, umiditatea lui, cantitatea de adeziv aplicată, timpul de priză. Parametrii care trebuie respectați precum și modul de lucru sunt întotdeauna specificați în fișele tehnice de produs și pentru o calitate bună a lipirii, trebuie avuti toti in vedere. Așa cum spun întotdeauna, produsele indiferent cât sunt de bune, nu fac minuni. Am vorbit cu reprezentanții firmei Szolvegy de la Târgu Mureș, producătorul și distribuitorul adezivilor TISZABOND, pentru a vedea cum pot apărea probleme la încleiere chiar și atunci când se folosesc adezivi de calitate. Să vedem așadar cum este influențată lipirea de parametrii de lucru, calitatile lemnului si factorii de mediu și care sunt problemele ce pot apărea la incleierea lemnului.
Adezivii în dispersie pe bază de PVA (polivinil acetat) au componentul de bază lichid și componenți solizi fin divizați ce plutesc în componentul de baza, împreună formând dispersia . În timpul uscării adezivului, când se transformă din lichid în solid, apa este eliminată având ca efect apropierea și apoi contopirea granulelor, cu formarea peliculei. Astfel se realizează priza, procesul fiind ireversibil (nu se mai poate reveni la forma inițială de lichid). Dacă acest proces de legare a particulelor nu este complet, adezivul nu va oferi priza dorită. Solidificarea adezivului se realizează doar în condițiile optime, condiții ce sunt specificate întotdeauna în fișa tehnică a produsului.
Temperatura minimă de formare a peliculei
Unul dintre cei mai importanți parametri ce influențează lipirea este temperatura minimă necesară încleierii. Adezivii PVA sunt hidrodiluabili, apa fiind deci componentul lichid principal. Acest tip de adeziv îngheață la temperaturi sub 0°C și adezivul se distruge. În consecință, pentru solidificarea peliculei de adeziv este nevoie de o temperatură mai mare de 0°C.
Temperatura minimă de formare a peliculei (TMFP) reprezintă acea temperatură la care adezivul mai poate crea o peliculă continuă. La temperaturi mai mici decât aceasta pelicula nu se formează. Rezultatul uscării va fi un strat pulverulent, fără aderență și de culoare albă, care se desprinde de lemn. Temperatura la care acest fenomen are loc se mai numește și „punct de albire”. Această informație se regăsește întotdeauna în fișa tehnică de produs, valoarea ei fiind în jur de 5°C.
Sunt diverse cauze pentru care pelicula de adeziv nu atinge temperatura minimă necesară. Iată câteva dintre ele:
- adezivul are o temperatură scăzută, sub temperatura minimă de formare a peliculei. Motivul poate fi păstrarea adezivului într-un loc necorespunzător. De exemplu, încăperea de depozitare nu este încălzită la sfârșitul schimbului (pe timpul nopții) sau în weekend. În acest timp temperatura scade foarte mult. Va scădea și temperatura adezivului iar la începutul lucrului, dacă nu este lăsat să ajungă la temperatura necesară (temperatura minimă de formare a peliculei), vor apărea probleme la incleiere.
- temperatura materialului lemnos ce urmează a fi încleiat este prea mică. Cauza poate fi faptul că lemnul păstrat în aer liber sau în depozit nu a avut timp suficient să ajunga la temperatura minimă de formare a peliculei înainte de începerea prelucrării. La piesele astfel încleiate, deoarece nu s-a încălzit toată suprafața secțiunii transversale, centrul planului de încleiere se „răcește” sub temperatura minimă de formare a peliculei. Chiar dacă pe margini priza va fi bună, înăuntru se formează doar un strat pulverulent și pelicula adeziva se desface.
- temperatura redusă din spațiul de lucru.

Cum pot fi evitate problemele apărute din cauza temperaturii scăzute. Eliminarea cauzelor
Adezivul trebuie depozitat în spații încălzite. Trebuie evitata răcirea lui sub temperatura minimă de formare a peliculei. Adică adezivul nu trebuie depozitat niciodată în spații în care temperatura este sub 5ºC chiar dacă este în afara timpului efectiv de lucru (în afara schimburilor, la sfârșit de săptămână).
Înainte de aplicarea adezivului materialul lemnos trebuie încălzit astfel încât temperatura lemnului pe toată suprafața secțiunii transversale să depășească temperatura minimă de formare a peliculei. Se recomandă ca materialul lemnos să fie depozitat cu câteva zile înainte de prelucrare în spații corespunzător încălzite iar grămezile/stivele să fie astfel împartite și dispuse încât aerul cald de la sursa de căldură să aibă acces la o suprafață cât mai mare de lemn. Dacă stivele nu sunt desfăcute corespunzator aerul nu ajunge la scândurile din mijloc care nu se vor încălzi. Să nu uităm că lemnul este un foarte bun izolator.
Atelierul unde se face încleierea trebuie încălzit la temperatura compatibilă cu procesul de încleiere. Nu pot fi făcute încleieri în spații neîncălzite sau unde încălzirea a fost pornită de puțin timp și temperatura în interior este foarte mică, împiedicând lemnul și adezivul să depășească temperatura minimă de formare a peliculei.
Eliminarea apei din adeziv în vederea formării peliculei
Un alt parametru care influențează calitatea încleierii este eliminarea apei. Priza adezivilor PVA în dispersie se realizează prin evaporarea și/sau absorbția apei în piesele lemnoase. Eliminarea apei din adeziv se face în două moduri:
Prin evaporare. Caracteristicile adezivilor și modul lor de lucru sunt de regulă stabiliți de către producatori la 20° C și la o umiditate relativă a aerului de 50-60%. Dacă condițiile de utilizare din fabrică diferă de cele de mai sus vor trebui schimbați și parametri de utilizare ai adezivilor (timp deschis, timpul de presă, timpul de odihnă, etc). Dacă abaterea de la valorile optime este foarte mare timpii menționați anterior se modifică.
Creșterea temperaturii va duce la o uscare mai rapida a adezivului având drept consecință scăderea timpilor tehnologici. Dimpotrivă, dacă temperatura scade timpii tehnologici cresc. Și variația umidității aerului în zona de lucru influențează eliminarea apei. Dacă umiditatea scade, adezivul se uscă mai repede și timpii tehnologici se reduc iar dacă umiditatea crește, timpii tehnologici cresc și ei. Variația temperaturii și a umidității aerului sunt importante în special pe timpul iernii și verii pentru că atunci se ating valori care afectează procesul de lipire.
Prin difuziunea apei în materialul lemnos. Umiditatea lemnului influențează timpul necesar întăririi adezivului. Dacă lemnul este mai uscat apa din adeziv se absoarbe mai rapid, în timp ce în cazul lemnului mai umed apa din adeziv se absoarbe mult mai greu. Dacă materialul lemnos este prea uscat, adezivul va fi absoarbit în profunzimea lemnului, pe planul de încleiere rămânand un strat de adeziv insuficient, iar priza va fi necorespunzătoare. Iar dacă umiditatea lemnului este prea mare, stratul de adeziv se uscă mai greu, iar timpii tehnologici (timpul de presă, timpul de odihnă) vor crește foarte mult. În cazuri extreme, când lemnul este foarte ud, întărirea poate să nici nu aibe loc.
Cum pot fi evitate problemele apărute din cauza eliminării apei. Explicația comportamentului diferit
Odată cu schimbarea parametrilor mediului extern (temperatură, umiditate) este nevoie și de modificarea în consecință a timpilor tehnologici. În special în perioadele schimbării anotimpurilor, primăvara când sunt modificări mari ale temperaturii de la o zi la alta sau în perioadele toride de vară.
Umiditatea lemnului este foarte importantă deoarece influențează semnificativ prelucrabilitatea, capacitatea de încleiere. Lemnul proaspat tăiat conține o cantitate mare de apă, care înainte de prelucrare trebuie îndepărtata. Acest lucru se realizează prin uscare. După uscare, lemnul își va schimba nivelul de umiditate în funcție de condițiile mediului extern, până ajunge la un echilibru cu umiditatea exterioara din zona climatică dată. Deci, la o temperatură și o umiditate relativă dată, corespunde un anumit nivel al umiditatii lemnului.
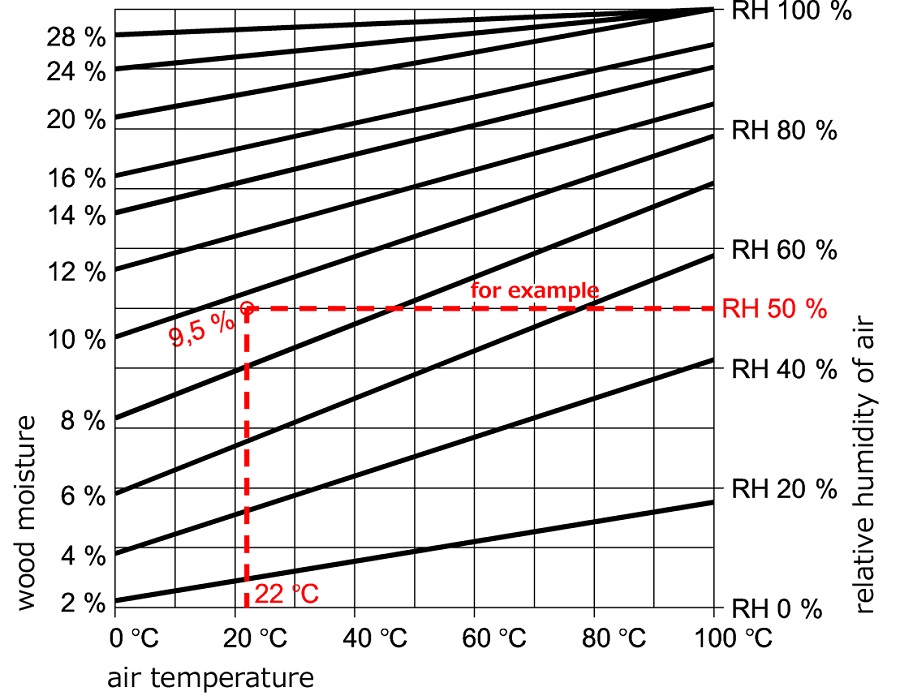
sursa: woodproducts.fi
Lemnul trebuie uscat în funcție de destinația lui, la interior sau la exterior. Lemnul folosit la interior (mobilier, lambriuri, obiecte de decor) va trebui să aibă umiditatea în intervalul 8-12%, în timp ce lemnul pentru exterior (placări exterioare, pergole, garduri) se va usca la 14-18%.
Este recomandat ca în timpul uscării să se ajungă la un echilibru al umiditatii a cărei valoare să fie apropiată de valoarea umidității din timpul prelucrării. Astfel se economisește energie și se reduc foarte mult modificările dimensionale ulterioare și deformarea produsului finit.
O alta consecință a variației umidității elemnului este variația lui dimensională și uneori, deformarea. Variația dimensională a lemnului se manifestă de obicei prin contragere sau umflare. Din cauza acestor modificări lipirea este supusă unor solicitări suplimentare. În plus, lemnul este un material anizotrop, având proprietăți diferite în funcție de direcție, în lungul, tangențial sau perpendicular pe fibră. Acest lucru face ca variația lui să fie diferită în funcție de tipul de tăiere. Astfel, piese care arată aproape identic, dar sunt diferite din punct de vedere al tăierii (în lung, perpendicular sau tangențial cu fibra) vor avea modificări diferite atunci când umiditatea variază. Urmarea va fi că unele piese se vor curba iar altele nu sau curbarea va fi diferită chiar dacă piesele sunt identice.
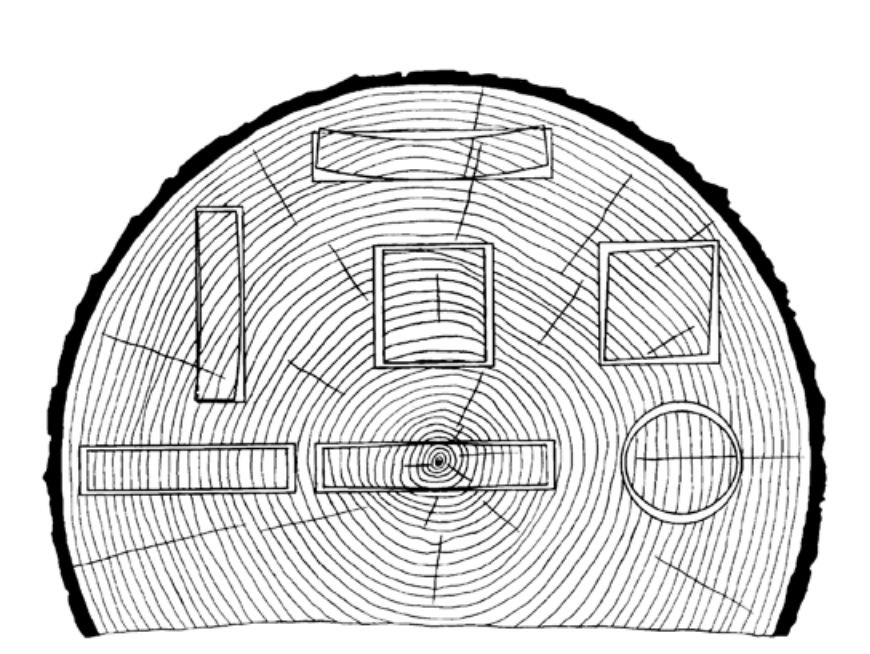
sursa: instructables.com
Determinarea momentului apariției problemei este foarte importantă
Pentru a putea stabili cauzele problemelor apărute la încleierea lemnului este foarte important de văzut dacă problema a apărut în timpul sau după lipire, precum și timpul scurs până la apariția ei. În unele cazuri problemele de calitate apar chiar în timpul încleierii sau imediat după încleiere. Ele sunt mai simplu de observat și de remediat. Dacă apar însă după zile sau chiar săptămâni cauzele pot fi multiple și poate dura până la identificarea cu exactitate a factorului care a declanșat problema. Un rol îl poate avea lemnul folosit. Dacă lipirea nu este făcută perfect, urmând toate indicațiile date de producător în fișa tehnică a produsului, variațiile dimensionale ale lemnului cauzate de modificarea parametrilor externi generează presiuni suplimentare care solicită lipirea și pot duce la distrugerea ei.
Szolvegy abordează cu profesionalism orice problemă ce poate apărea în procesul de încleiere a lemnului. Specialiștii firmei se concentrează în primul rând pe aflarea cauzei astfel încât problemele să fie eliminate și riscul reapariției lor îndepărtat total. Combinația dintre profesionalismul tehnicienilor, adezivii de calitate și o relație foarte bună cu partenerii, bazată pe colaborare si sinceritate, fac ca „pentru o lipire sigură folosiți adezivii TISZABOND” să nu fie doar un slogan de firmă.










Adaugă comentariul